Profil boruları için boru bükücüler: tasarım özellikleri ve bağımsız üretim

Boru bükücü, belirli bir açıda çeşitli malzemelerin bir borusunu bükmek için tasarlanmış manuel tipte bir makine veya bir üretim makinesidir. Seri cihazlar, çalışma prensibine göre farklılık gösterir ve farklı tipte sürücülere sahip olabilir, ancak bu cihazların herhangi birinde çalışmak, biraz tecrübe gerektirir.
Alüminyum, krom, bakır, sıradan ve paslanmaz çelik veya 5 ila 1220 mm çaplı plastik boru veya farklı bir kesitli bir profil kullanabilirsiniz. Bükme açısı - 180 dereceye kadar.


Cihaz ve amaç
Dikdörtgen, oval ve kare kesitli borulara profil denir. Böyle bir makine elle, bir mağazada veya inşaat malzemeleri pazarında satın alınabilir. Bu yazıda böyle bir cihazı kendi elinizle nasıl yapacağınıza bakacağız.
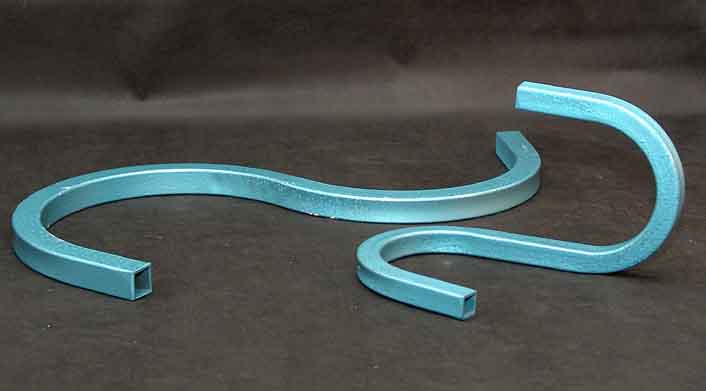
Bir kanopi, bir sera çerçevesi, bir kanopi, metal mobilya ve diğer yapıların imalatında, bükülmüş şekilli boruların kullanılması tercih edilir, çünkü bu tür borular düz yüzeylere sahiptir, bu da çatı malzemesinin monte edilmesini kolaylaştırır. Yaşam koşullarında boruyu deformasyon ve kırışıklık olmadan bükmek kolay değildir.


Bu nedenle, bir boru bükücü kullanılır. Çoğu durumda, bu cihaz hidromekanik veya elektromekanik bir sürücü ile donatılmıştır. Yardımı ile boruyu herhangi bir derecede bükmek mümkündür. Parçaların üretimi için boruları özel üretim mekanizmalarına bükebilirsiniz. Ancak yüksek maliyetlerini göz önünde bulundurarak, kendi elleriyle bir boru bükme makinesini evde monte etmek daha iyidir. Montaj mevcut ve sık kullanılan malzemelerden yapılır. Hafif yapı, garajda veya avluda fazla yer kaplamaz.
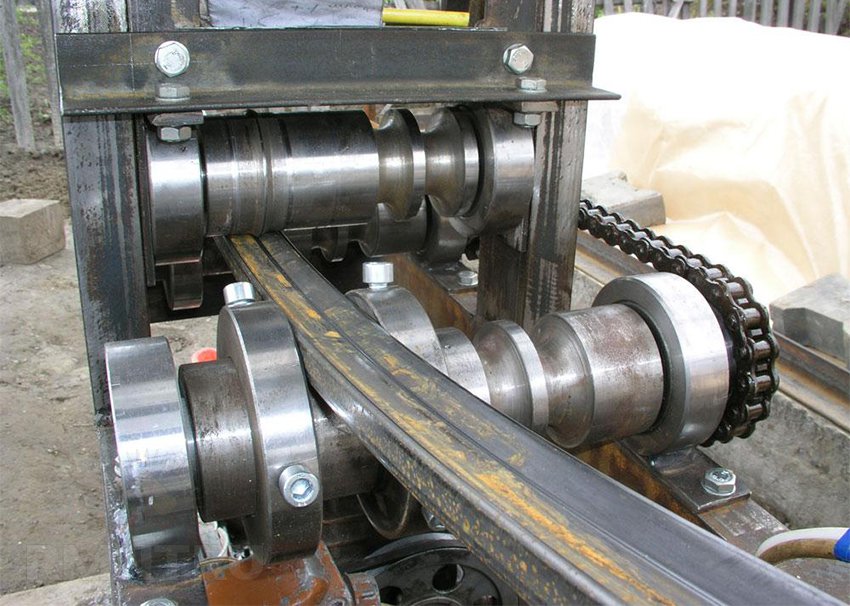
Böyle bir makine için kullanılan ana parçalar, şaftlar (makaralar), kaldıraç (kriko), tahrik zinciri, hidrolik silindir, dönme ekseni, aygıtın çerçevesidir. Çerçeve kapatılabilir ve açılabilir. Böyle bir cihazın ana bileşeni, güç rolünü gerçekleştiren hidrolik silindir olarak kabul edilir. Ev yapımı boru bükücüsünün çalışma prensibi her zaman aynıdır - iş parçası silindir stoplarına yerleştirilir ve ortada boru üzerinde baskı uygulayarak istenen yarıçapa doğru büken bir durdurma silindiri bulunur.

Silindirler, iş parçasının boyutuna ve şekline bağlı olan silindirik veya olukludur. Geniş ve düz bir profil için, düzgün silindirler, bir oluk kılavuzuna sahip olan yüksek ve dar silindirler için kullanım için uygundur. Daha fazla talep evrensel makaralar. Gerektiğinde kılavuz raylar boru şekilli tabana bağlanır. Bu mekanizma, fiziksel güç harcamasını gerektirir. Hidrolik tahrikli makinelerin çalışmalarını kolaylaştırmak için. Buna ek olarak, bir elektrikli dişli motor (tek solucanlı kurt) ile donatılmıştır. Vites kutusunun seçimi borunun çapına bağlıdır. Bu tür ek kurulumlar, bükme işlemini mümkün kılar.geniş çaplı borular.


Çalışma prensibi
Profil borusunun kıvrımı haddeleme veya yuvarlanma prensibine göre gerçekleşir. Küçük bölümün borularını bükmek için, karmaşık bir mekanizmanın oluşturulmasını gerektirmeyen basit yöntemler uygulanabilir.
Bunlar şunları içerir:
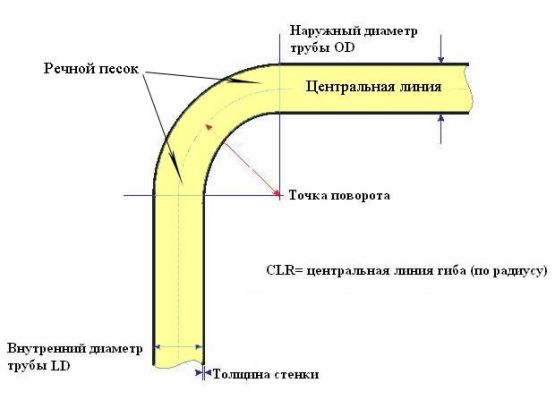
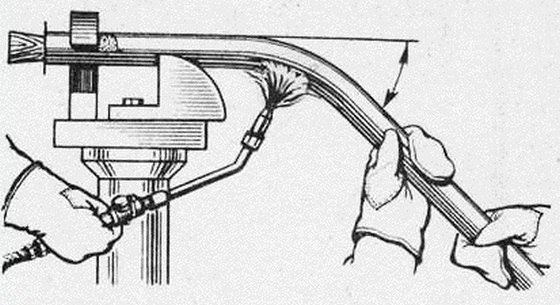
- Kumla doldurma. Hazırlanan borunun içi daha önce kurutulmuş ve elenmiş ince kumla doldurulur. Her iki tarafta delikler trafik sıkışıklığı ile kapatılır. Ayrıca boru, istenen şekle sahip bir desende bükülür. Gerekirse, katın yeri, kızarana kadar bir üfleyici veya bir gaz torcuyla ısıtılır. Bu yöntem zaman alır, düşük kaliteye ve düşük doğruluğa sahiptir.
- Su ile doldurma. Bir profili suyla bükmek için, önce dondurulmalıdır. Boru bir ucunda bir tapa ile kapatılır, suyla doldurulur ve soğukta yerleştirilir. Hiçbir durumda borunun her iki ucu da bir stoper ile kapatılmalıdır, böylece buz genişlediğinde boru kırılmaz. Daha sonra, donmuş profil bir şablon kullanılarak eğilir. Bu teknoloji ince duvarlı bakır ve alüminyum borular için çok uygundur.

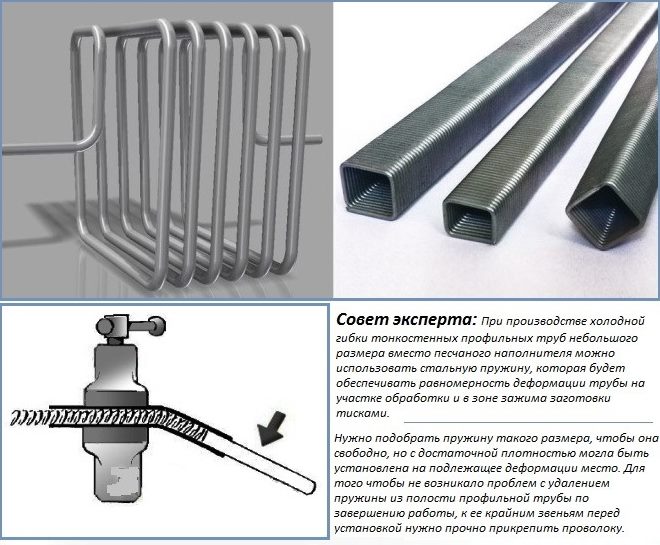
- Bahar. Önceden, metal telden bir spiral kıvrılır, boyutları iç profil kısmından% 3-5 daha azdır. Yay içeriye yerleştirilir ve boru bir şablon kullanarak basit bir şekilde büküldükten sonra.Çalışmanın tamamlanmasından sonra yay kaldırılır, düzleştirilir ve yeniden kullanılabilir.
- Kaynak, kesme. Bükme yarıçapı minimum ise ve boru kalın duvarlı ise bu yöntem kullanılır. Hedeflenen virajın iç tarafından, daha önce üretilmiş geometrik hesaplamalara göre, segmentler bir öğütücü yardımıyla kesilir. Boru istenen yarıçapa doğru eğilir ve kesiklerin bağlı tarafları bir kaynak makinesi kullanılarak kaynaklanır. Estetik amaçlı olarak, kaynak dikişleri bir öğütücü ile öğütülür.


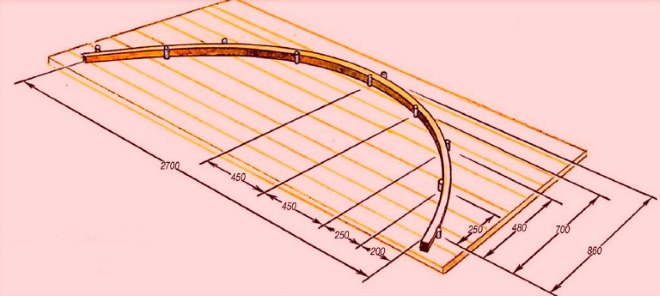
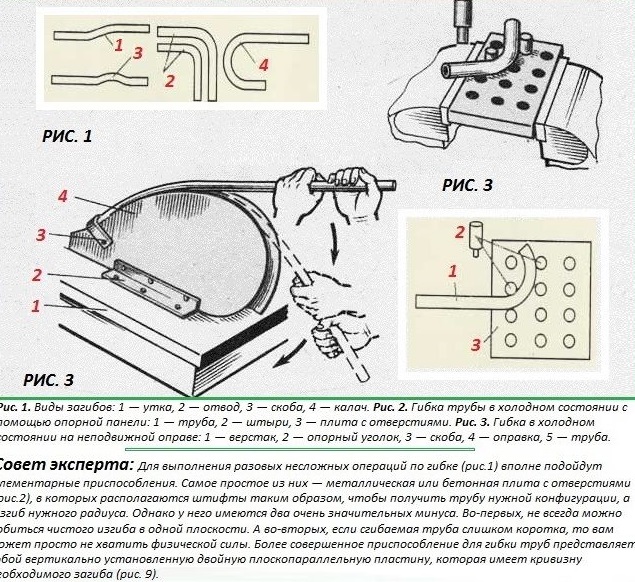
- En basit tasarım, bir şablon kullanarak boru bükme işlemidir. Bu yöntem, aynı tipteki boşlukların büyük miktarlarda üretilmesi için tasarlanmıştır. Bu şablonların üretimi için, en az 2-3 cm kalınlığında ahşap levhalar kullanın.Tüm parçaların kenarları boyunca herhangi bir malzemenin sınırlayıcıları (kenarları) monte edilir, böylece iş sırasında profil kaymaz. Sistemi zemine veya herhangi bir düzleme sabitlemek, metal profilin önemini belirler. Örs ile şablon arasına yerleştirdikten sonra, karşı tarafa hafifçe bastırın, tüm düzlem boyunca eşit basınç sağlayın.Borunun preslenmesini kolaylaştırmak için ek bir kol, bir vinç kullanılır. Bu yöntem, 1 inçten fazla olmayan bir çapa sahip bir profil için uygundur. Ahşap bir şablon yerine daha büyük bir profil kullanıldığında, istenilen yarıçapı koruyan takviye boşlukları kullanılır, bunlar beton bir tabanda sabitlenir.

Bu yöntemin avantajı, düşük maliyeti ve iş kolaylığıdır, ancak işlem sırasında iş parçalarının doğruluğu ve kalitesi düşük oranlara sahip olacaktır. Ayrıca, farklı bir yarıçapı bükmeniz gerektiğinde her zaman yeni bir desen oluşturmanız gerekecektir. Bu seçenek, bükme alüminyum ve bakır borulara uygulanabilir.
Yukarıda verilen yöntemler, kas kuvvetinin yardımıyla çalışır, bu nedenle sadece düşük mukavemetli ince duvarlı profiller için kullanılırlar. Daha büyük kesitli borular için, elektrikli mekanizmalı özel makinelere ihtiyaç vardır. Ancak bu, bir üretim makinesini arıza yapmadan satın almak gerektiği anlamına gelmez. Manuel vites montajı kolaydır.

Makinelerin türleri
Operasyon gerekliliklerine göre sabit (sabit) ve manuel makineler bulunmaktadır.Fabrikalarda daha çok sabit yapılar kullanılır. Kendi elinizle yapılmış el yapımı bir cihaz, ev işi için daha uygundur.
Sürücüye bağlı olarak, birkaç tip boru bükme cihazı vardır:
- hidrolik (hidrolik kriko uygulanmış). Sabit ve manuel var. 3 inç çapa kadar borular viraj. Bu tür makineler özel sektörlerde kullanılır ve etkileyici miktarda iş yapabilir.
- Mekanik. Basınç, ana vida veya kol kullanılarak manuel olarak oluşturulur.
- Elektrik. Bükme, elektrik motorunun pahasına gerçekleşir), her iki borunun bükülmesi için uygun - hem ince hem de kalın duvarlı. Elektronikler sayesinde, bükme açısının hassas hesaplamaları yapılır. Bu tür borularda herhangi bir deformasyon olmaz.
- Elektro. Hidrolik silindir bir elektrik motoru tarafından desteklenmektedir.



Boru bükme makinelerinin boru bükme yeteneğine göre çapı 16 mm, 20 mm, 32 mm, 50 mm, 76 mm olan borularla çalışan mekanizmalara ayrılır.
Boruyu çeşitli şekillerde bükmek için.
Bu bağlamda, bükme yöntemiyle bükücüler aşağıdakilere ayrılmıştır:
- Segment.Aynı zamanda iş parçasını segmentin etrafındaki istenen açıda çekip büken özel bir cihaz ile donatılmıştır.
- Makine tatar yayı görünümü. Bükme bileşeninden oluşan özel bir mekanizma ile donatılmıştır.

- Yay cihazları. Yaylar ile donatılmış. Bu makinelerde metal parçaların işlenmesi mümkündür.
- Çim. Çalışmaya başlamadan önce borunun içine yerleştirilen bir kılavuzdan oluşur. Mandrelli böyle bir eleman parçayı deformasyona ve düzleştirmeye karşı korur. Bu makine, otomotiv borularının imalatında ve alüminyum boruların bükülmesi için kullanılmaktadır.
- Tüysüz Bükme, bükme makarası üzerindeki parçanın sarılmasıyla gerçekleştirilir.

Bükülmesi gereken iş parçasının uzunluğu iki tip cihazı kullanır:
- kaldıraç makineleri;
- haddeleme cihazları.
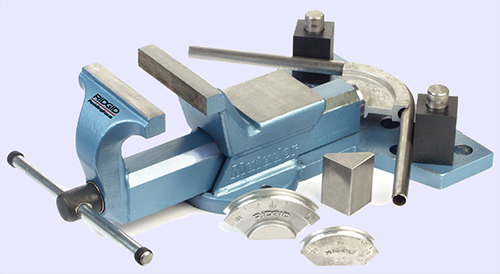
Kol tipi cihazlar en yaygın olarak kabul edilir. Endüstriyel üretimde de mevcut çim ve crossbow boru bükücüler vardır. Bu makinelerin çalışma prensibi iki kılavuz makarası ve bir basınç göstergesi (mandrel) içerir. Böyle bir mekanizma, yuvarlak metal boruların küçük alanlarda soğuk işlenmesini mümkün kılar.Küçük boyutu nedeniyle, crossbow bender teknik iletişim profesyonel montajcılar arasında daha yaygın bir cihaz olarak kabul edilir. Cihaz, tasarımın bir tatar yayına benzemesi nedeniyle adını aldı.
Ancak bu tür bir yöntem, dış büküm yarıçapı boyunca, duvar kalınlığının azalmasını ve kopmasını etkileyecek şekilde bir boruya yol açar. Özellikle, tatar yayı yöntemi ince duvarlı boruların bükülmesi için uygun değildir.

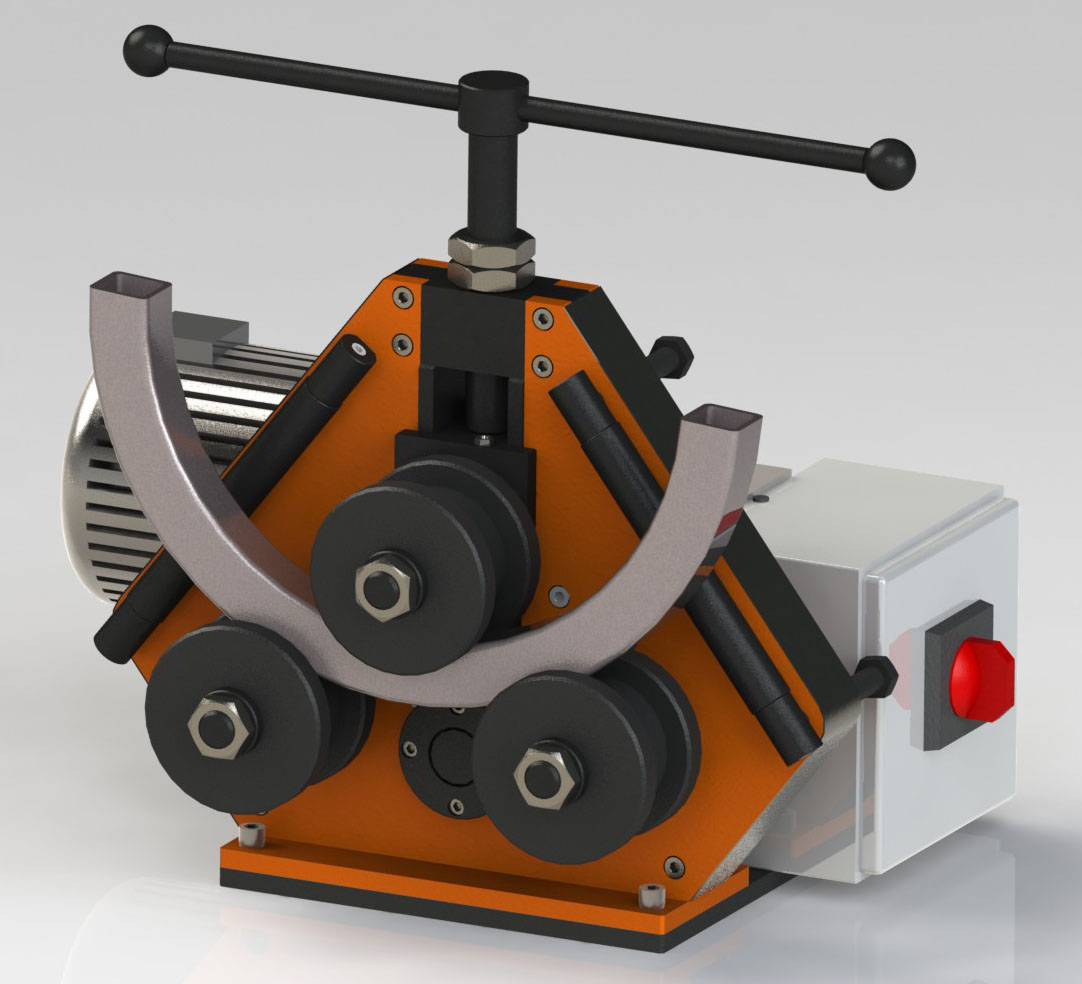
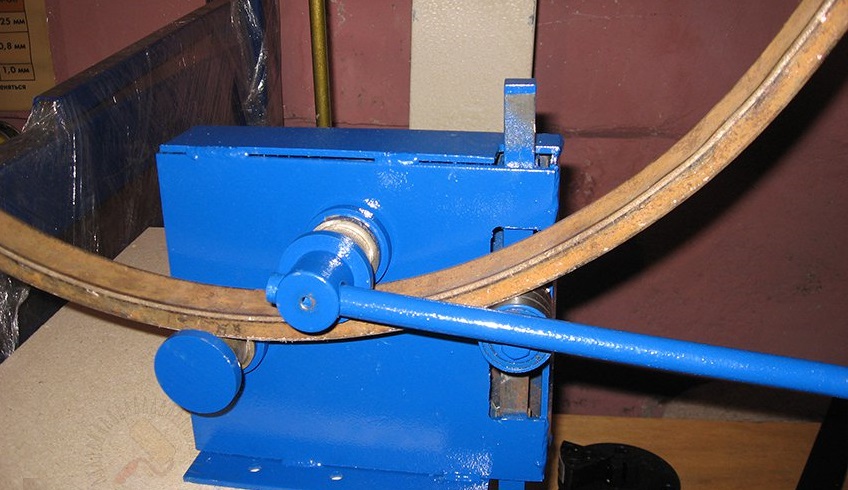
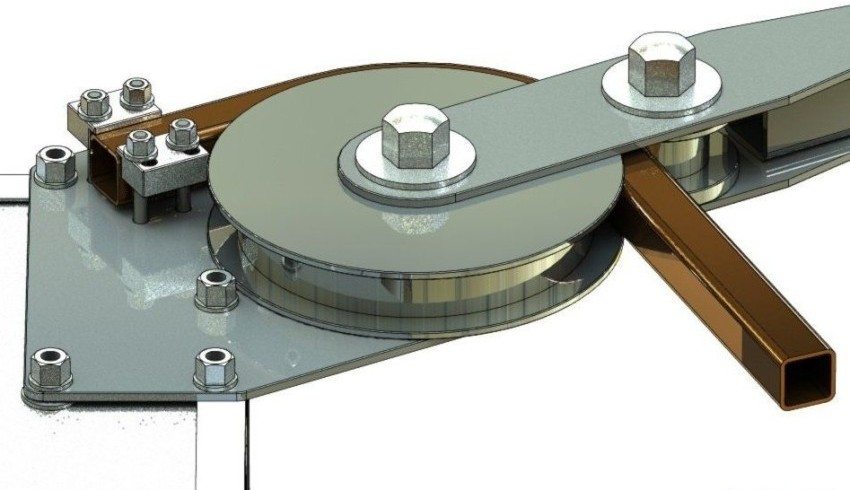
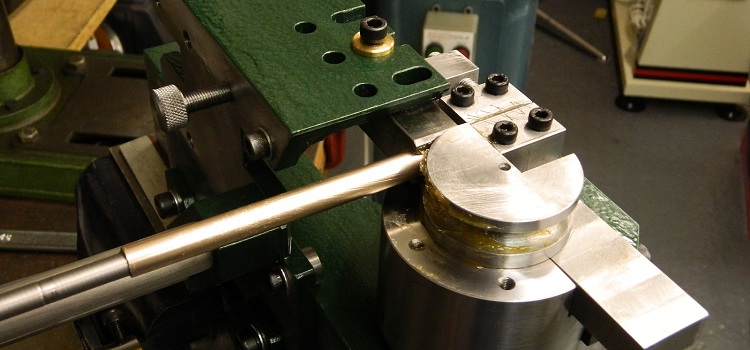
Küçük çaplı bükülme yarıçapının önemli sayıda monotipik parçasının üretimi için, bir boru bükücü-salyangoz kullanılması mümkündür. Bu ünite, millerin üzerine sabitlenmiş, farklı çaplarda iki kasnaktan (tekerlek) oluşur. Borunun bir ucunu tekerleğe sabitleyerek, en küçük çapa sahip bir silindir (ana tekerlek) iş parçasını basınçlandırırken aynı zamanda silindiri işlenen parça üzerinde yuvarlar. Boru büyük bir kasnağın yüzeyi boyunca büküldüğü için, şeklini alır. Bu yöntemin tek dezavantajı, daha büyük bir yarıçapın eğrilerinin çıkarılmasının olanaksızlığıdır.
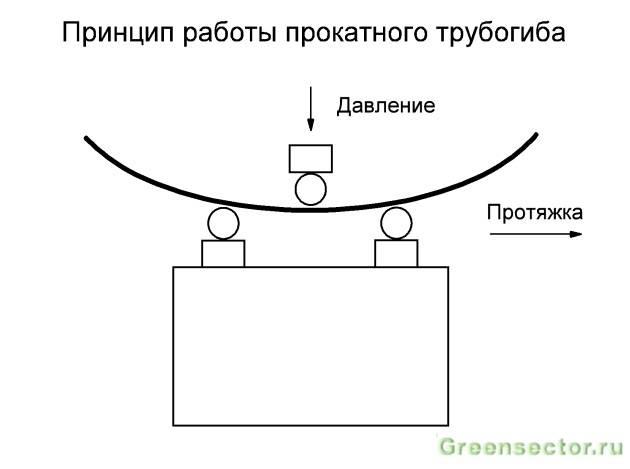
Pratikte çok yönlü ve çok yönlü haddeleme (bükme) makineleri, Bir metal borunun deformasyon açısını ayarlayabileceğiniz el yapımı. Haddeleme makinesinin en basit sistemi, bir tabandan ve üzerine sabitlenmiş bir tahrik milinden oluşur, birbirinden belirli bir mesafede bulunur. Basınç, hareketli bir silindir tarafından boru üzerine uygulanır ve çekilmesi, ana millerin döndürülmesiyle gerçekleştirilir. Küçük yarıçap eğimleri oluştururken, 50-100 çalışmayı tamamlamanız gerekecektir. Deformasyonu önlemek için ürünü aynı hızda yuvarlamanız gerekir. Dönme mekanizmasının, ev ortamında bağımsız olarak montajı, tornalama ve kaynak yapılması gerektiğinden zor olacaktır.


Gerekli araçlar ve malzemeler
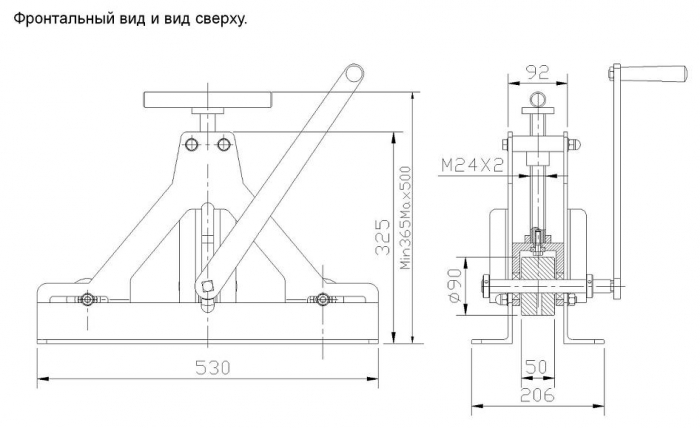
Öncelikle doğru ölçümler ve gerekli malzemelerle doğru şemayı (çizim) geliştirmelisiniz. Makineyi monte etmeden önce hangi profil bükülme yarıçapının daha gerekli olacağını belirleriz. Buna dayanarak pervane boyutunu seçin.
Ev yapımı bir makinenin çizimini yaparken ana kurallara uymalısınız - yapının sağlamlığı ve hafifliği. Aşağıdaki elektrikli aletler de gerekli olacaktır: bir kaynak makinesi, bir tornavida, bir Bulgar, kesme ve taşlama çarkları, bir çekiç, bir mengene, bir matkap.

İnşaat şeması
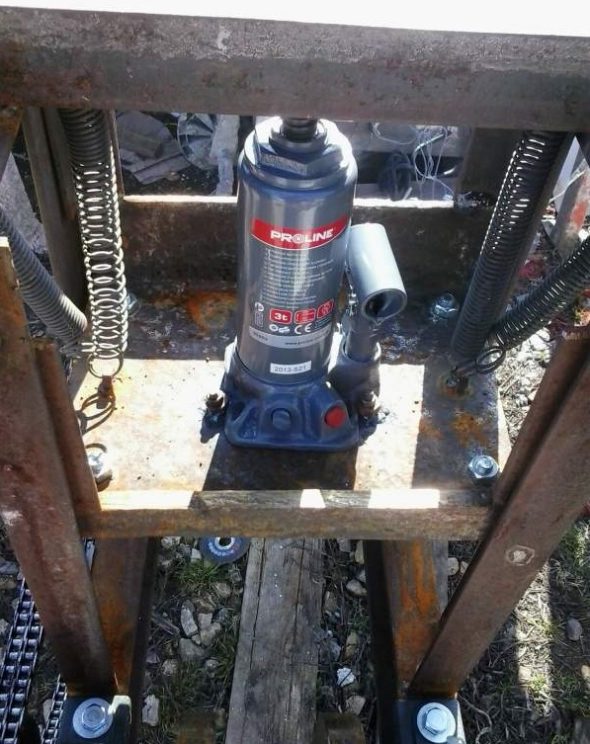
Bir kanalın 2 parçası, 4 açı ve bir traktör yolundan 2 parça parmakla nokta bükmek için bir hidrolik makine inşa etmek mümkündür. Borunun sapması, en az 5 tonluk bir kuvvetle olağan hidrolik manivelayı (kriko) sağlar. Üzerine metal bir “ayakkabı” monte edilir. Bir turnerdan sipariş edilebilir ve satın alınabilir veya eski kasnağın çoğundan yapılabilir. "Akışkanın" genişliği, profilin enlemine karşılık gelmelidir. Kasnağın yarısını kesmek ve jack çubuğu için bir soket delmek, hidromekanik bir tahrik sistemi alırız. Ev yapımı makinenin tabanı, metal plakaya bağlanan 4 köşe (raf 60-80 mm) 'dir. Üst köşelere eşzamanlı olarak iki kanal kaynak yapılır. Delikler, boşluğun bükülme açısını düzenlemek için kanal duvarlarında simetrik olarak delinir.
Böyle bir makinenin kullanımı çok kolaydır. Kanaldaki deliklerde 2 metal parmak yerleştirilir ve üzerine silindirler durur. Bir ayakkabının bulunduğu kriko, bir profilin, durma noktaları ile arasına oturabileceği şekilde kaldırılır. Kurulumdan sonra borular istenen tutamağı oluşturan kriko tutacağı üzerinde hareket eder.

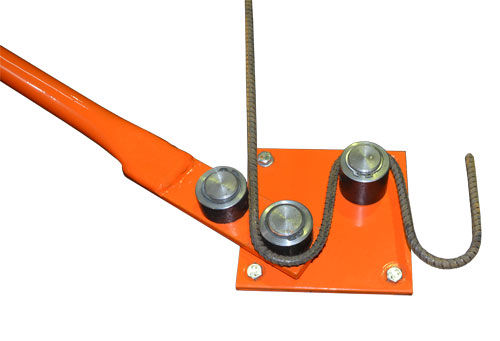
Boru bükme makinesi de kendi ellerinizle tasarlanabilir. Bunu yapmak için, raf ve taban olacak kanalın iki lineer metre (duvar seviyesi 15-20 cm) gerekir. Silindirler için, yataklar için tutucu olarak hizmet edecek 6 küçük metal boru kullanabilirsiniz. Bu nedenle, borunun iç boyutu, rulmanın harici değerine karşılık gelmelidir. Turner, bükme ruloları için şaftlar yaptıktan sonra, yatağın montajına devam edin.
Sapın şaftına bağlı sapın döndürülmesi nedeniyle, profil borusunun bükülmesi gerçekleştirilir. Döndürme kanalının eğimini ve kenarlar boyunca bulunan silindirleri kullanarak profilin bükülme yarıçapını ayarlamak mümkündür. Bu amaçla, rulolar çerçeveye kaynak edilmez, ancak kayma yapılır. Hidrolik kriko araba ile değiştirilebilir.
En basit makine için aşağıdaki öğeler gerekir:
- jack;
- güçlü yaylar;
- çerçeve montajı için çelik profiller;
- makaralar (şaftlar) - üç adet;
- tahrik zinciri.
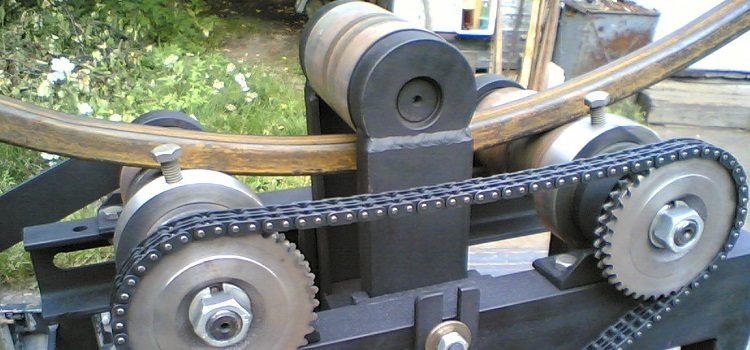
Ardından, cihazı toplayın. Parçaları, kaynak veya cıvatalarla birleştirilen güçlü bir çerçeve takıyoruz. Çizime göre, dönüş eksenini ve silindirleri ayarlayın.Şaftlar, iki dış şaft, bir ortayı oluşturacak şekilde, bir yay oluşturacak şekilde sabitlenmiştir. Silindirler arasındaki mesafe profil borusunun bükülme yarıçapını belirler. Böyle bir mekanizmanın çalışması için, üç dişli ve bir eski zincirden (bir arabadan, motosikletten veya başka bir ekipmandan yedek parçalar) oluşan bir zincir iletimi kullanılır. Tüm monte edilmiş sistemi harekete geçirmek için, silindirlerden birine (millere) tutturulmuş bir sapa ihtiyacınız olacak ve gerekli dönme kuvvetini yaratacaktır.


Profil borusunu bükmek için makine elle de oluşturulabilir. Bu mekanizma için yatak, 77 uzunluğunda ve 10 cm yüksekliğinde bir kanaldan oluşur.
İnşaatı talimatlara göre birleştiriyoruz:
- 5 mm genişliğindeki metal şeritten küçük şaftlar için 4 ana stant kesilir, profil onlar boyunca hareket eder. Üst uç lobda, silindirlerin dönme ekseni için açıklığı keser. Rafların boyutu - 5 * 10 cm.
- Raflar bir kaynak makinası ile kanallara sabitlenir, 30 cm mesafe bırakılır.Miller için makaralar yapı malzemeleri pazarında bulunabilir.
- Daha sonra, makinenin altındaki bir levha 8 mm kalınlığında bir metal levhadan kesilir. Plakanın boyutu 25 x 25 cm'dir.Levhanın üzerine, profilin hareket edeceği döner bir merkezi silindir yerleştirilir.
- Levhanın uçlarında, superglue ile tutturulmuş, 10 milimetre genişliğe sahip ahşap şeritler yerleştirilir. Böylece, merdaneyi döndürürken plakayı yakalamıyorsa, bu desteklere ihtiyacımız var.


- Silindiri monte etmek için, mil ekseninin döneceği derinlikte 2 rulmana ihtiyacınız olacaktır. Yataklar, desteklerin içinden açılan deliklerdeki cıvatalarla sabitlenir.
- Daha sonra, 50 köşesini kullanarak, 4 cm uzunluğunda 40 cm'lik bir dikme yapmak ve bunları ana mil ile kaynatmak suretiyle plakanın kenarlarına sabitlemek ve makinenin stanitsa (kanal) üzerine sabitlemek gerekir. Levha, sütunların orta kısmına yerleştirilir ve silindirlerin eksenleri arasında, çalışmayı planladığınız profilin boyutuna eşit bir mesafede tutulur.
- Fişler 8 mm'lik sacdan kesilir, kaynaklarının üst kısımlarına tutturulur. Daha sonra, ayar vidasının takılı olduğu, makinenin kapağının altında bir plaka yapmanız gerekir. Levhanın içinden, kullanılan vidanın çapına karşılık gelen bir delik açılır.


- Fişler cıvatalar için açılmış deliklerdir (10 mm çapında) ve kapak plakası raflara sabitlenmiştir.
- Bir iplik, kapaktaki açıklıktan kesilir ve topuk, vidalanır ve ortasında, sıkıştırma vidasının dönmesi sağlanır.
- Harici bir vida durağı olan plakaya 15 mm köşe kaynak yapılır. Vida altındaki köşede delinmiş diyafram, topukun senkron ekseni. Açıklıkta uygun bir iplik kesilir.
- Ana milin tutamağını tutturmak ve silindirin eksenine sabitlemek için kalır. Sap, vanadan kepenklerden veya istenen uzunlukta bir takviye parçasından yapılabilir.


Montaj teknolojisi
Montajlı yapıyı nemden korumak için paslanmaya karşı koruyacak ve boyanacak özel bir çözüm ile kaplıdır. Hidrolik makinelerde çeşitli malzemelerin ve kalın duvarlı ürünlerin şekillendirilmiş borusunun bükülmesini gerçekleştirmek mümkündür. Benzer bir prosedürü mümkün soğuk ve sıcak (ön ısıtma borusu) yöntemiyle gerçekleştirin. Sıcak yöntemin amacı - boru dışarıda ısıtılır veya sıcak hava boruya geçirilir, bu da plastisitesini arttırır, bükme kalitesi göstergeleri artar. Soğuk - bu yöntem basittir, plastik borular için kullanılır.
Bükülmeden önce, bu tür borular, boruya önemli bir zarar vermeden en yüksek kaliteli virajı üretmeyi mümkün kılan tuz, yağ, kum, su ile doldurulur.

Yararlı ipuçları
- Çeşitli tiplerdeki çıkarılabilir silindirler, hem profil tüpü hem de yuvarlak boru ile çalışma fırsatı sağlayacaktır.
- Bükme mekanizmasının en çok fonksiyonlu olması için, itme makaralarının tercihen hareketli hale getirilmesi gerekmektedir. Bu nedenle, boru kırılma yarıçapını değiştirmek mümkündür
- Bükme bir şablon kullanılarak gerçekleştirilirse, borunun numuneye sıkı bir şekilde oturması için, durdurma için demir kancaların kullanılması mümkündür.
- Profil borusunun en büyük yarıçapın altında bükülmesi gerekiyorsa, o zaman üç silindirli bir boru bükücüyü kullanmak daha doğru olur.
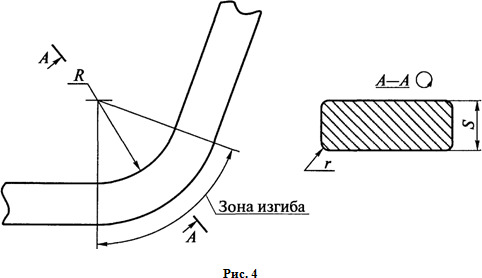
- Bükülme yerinde profilin gücünü yitirdiği unutulmamalıdır. Bu nedenle, 90 dereceye yakın açılarda kullanılıyorsa, boruyu kesmek ve kaynak kullanarak, istenilen bükme açısını vermek daha doğru olur.


- Her fabrika makinesine, cihazın tüm özelliklerinin ve teknik verilerinin belirtildiği ayrıntılı bir talimat kılavuzu eklenmiştir. Makinenin uzun bir süre ve arıza yapmadan çalışabilmesi için, işe başlamadan önce talimatlara alışmanız gerekir.
- Kişisel koruyucu ekipmanı unutmayınız.Öğütücü ile çalışırken, gözlük ya da güvenlik kalkanı kullanmak ve kaynaklanmış kılıfları özel kıyafetler, eldivenler ve kaynak maskelerinde yapmak gerekir.
Bir sonraki videoda, evde bir boru bükücüsü montajı için eksiksiz talimatlar bulacaksınız.



















