Profil bükme: etkili ve güvenli yöntemler

Boruların bükülmesi, inşaat, kamu hizmetleri, enerji, petrol ve gaz, su ve diğer birçok alanda boru hattı sistemlerinin kurulumu, bina yapılarının imalatı, nüfusun çeşitli ihtiyaçları için ürünler ve kentsel haneler ile yapılmaktadır. Genel olarak, her şeyi saymak imkansızdır, ancak boruları nasıl bükeceğimizi bilmek iyidir. Diğer yöntemler evde yararlı olabilir.

Ürün çeşitleri
Profil boru haddeleme ürünleri, kesitin enine kesitinde çeşitli konfigürasyonlara sahip bir dizi metal boru ile temsil edilmektedir.Bunlar çok farklı olabilirler, fakat yuvarlakdan farklıdırlar, yani standart olmayan şekil: oval ve düz-oval, dikdörtgen, çoğunlukla köşeleri yuvarlatılmış bir kare konfigürasyona sahip ve hatta çok taraflı. Yuvarlak, çoğunlukla su temini ve kanalizasyon şebekelerinin inşası için dar olarak kullanılır.





Kare ve dikdörtgen şekiller profilleri piyasada daha fazla talep görüyor. Düz bir duvara herhangi bir malzemeyi tutturmak en kolay olduğu için, bunlar, endüstriyel ve evsel tesislerin yapımında yaygın olarak kullanılmaktadır. Böyle bir elemanın mukavemeti artmıştır ve binada bir sertleştiricidir. Profil, moment yükleri (bükülme yükleri) ile iyi başa çıkmaktadır, bu yüzden çeşitli amaçlarla binaların metal çerçevesinin yapımında kullanım için iyi bir seçimdir.




Ürünler, metalin türüne bağlı olarak çok çeşitli boyutlarda üretilir: örneğin, bakır, alüminyumdan farklı olarak, geniş bir kesit alanının kalın duvarlı profillerinde bulunabilir. Mobilya ince cidarlı paslanmaz çelik ürünlerden üretilmiştir.İmalat malzemesi genellikle yüksek veya düşük alaşımlı çelik haline gelir. Kare borular, üretim yönteminde birbirinden farklıdır: bunlar elektrowelded, soğuk haddelenmiş ve sıcak haddelenmiş, kesintisizdir. Özel bir kaynak özelliği, inert bir gaz ortamının varlığıdır, ancak başka bir yol vardır - indüksiyon kaynağı.



Özel özellikler
Bir profil borusundan ürünler büyük bir ağırlığa sahip değildir, bu nedenle kısa sürede kolay ve kısa zamanda kemerli olmayan yapılar oluşturulabilir. Çeşitli seraların ve düşük maliyetli seraların yapımı için vazgeçilmezdir.




Metal çerçevelerin kullanımı ile inşaat sadece yaz sakinleri ve bahçıvanlar için önemlidir. Çoğunlukla, bu tür yapı malzemelerini kullanma ihtiyacı, konutun bitişiğinde özel bir bölge düzenlemek istiyorlarsa, kent sakinlerinde ortaya çıkar. Örneğin, hızlı ve ucuz bir şekilde bir çardak, kapalı bir teras veya bir polikarbonat gölgelik takın - bu modern şehirlerde oldukça yaygındır.




Profileprokat ayrıca merdiven ve korkuluk yapımında kullanılır. Genellikle standart konfigürasyonun belirli bir tasarım türü için uygun olmadığı görülür.Burada özel ekipman veya bazı hileler kullanılarak bükülmeye ihtiyaç vardır. Bunun hakkında biraz sonra.




Üretimde üretilen borular, daha sonra plastik özelliklerine bir etkisi olan belirli belirli geometrik parametrelere sahiptir. Duvar kalınlığı ve enine alan, minimum bükülme yarıçapı gibi bir parametreyi etkiler. Mekanik bir hasarın meydana gelmeyeceği yuvarlama değerini gösterir.
Çelik ürünlerin deformasyonu ilk bakışta göründüğü kadar basit değildir. Belirli bir bilgi setini, doğru teknoloji ve ekipmanı seçme yeteneğini gerektirir. Sadece gerekli görünümü vermek işimizin esası değildir, bunu yaparken önemli parametrelerin - duvar kalınlığının korunması, doğrusal boyutların korunması ve operasyonel kabiliyetlerin bozulmaması gerekir. Aşağıdaki yükler iş parçasının üzerine kuvvet uygulanmasının bir sonucu olarak etki eder: iç kısımda - sıkıştırma kuvveti, dış (dış) - çekme kuvveti üzerinde. Eylemlerini algılayan eleman, tam veya kısmi bir bükülme alarak deforme olur.
Ancak ayrıntıların özellikleri nedeniyle, bazı sorunlarla yüzleşmek zorundayız.
- Şekil değişikliği nedeniyle hizalama kaybı. Bu, boru biçimli bölümlerin kabul edilemez olan farklı düzlemlerde olabileceği anlamına gelir. Uzmanlar bu fenomenin sebebini, bükme yönteminin yanlış seçimini yayarlar.
- Dış duvarın yırtılması. Metal patlamaların gerilmesi sürecinde, yük dayanabileceği miktarı aşarsa.
- İç duvarın düzensiz büzülmesinin bir sonucu olarak, üzerinde bir ondülasyona benzeyen kıvrımlar oluşur.

Yüksek elastikiyet katsayısına sahip olan düşük alaşımlı ve karbon alaşımlarının önceki formuna geri dönün. Eğildikten sonra, birçok öğe “yaylı” gibi görünür ve böyle bir olaydan sonra ürün, istenen boyutları yeniden ayarlamalıdır, bu da işi karmaşıklaştırabilir. İstenmeyen problemlerden ve ek işlerden kurtulmak için, malzemenin plastik direnç momentinin değerini belirlemek ve bu parametreyi hesaba katarak bükme prosedürünü gerçekleştirmek gerekir. Dikkat edilmelidir ki, açı ne kadar küçük olursa, elastik sonucu da o kadar küçüktür.

enstrümanlar
Taşınabilir ProfileBibs
Kurulum yerinin hemen üzerinde bükülmek çok uygundur. Bu hedefi gerçekleştirmek için portatif boru bükücüyü kullanmak daha mantıklıdır.

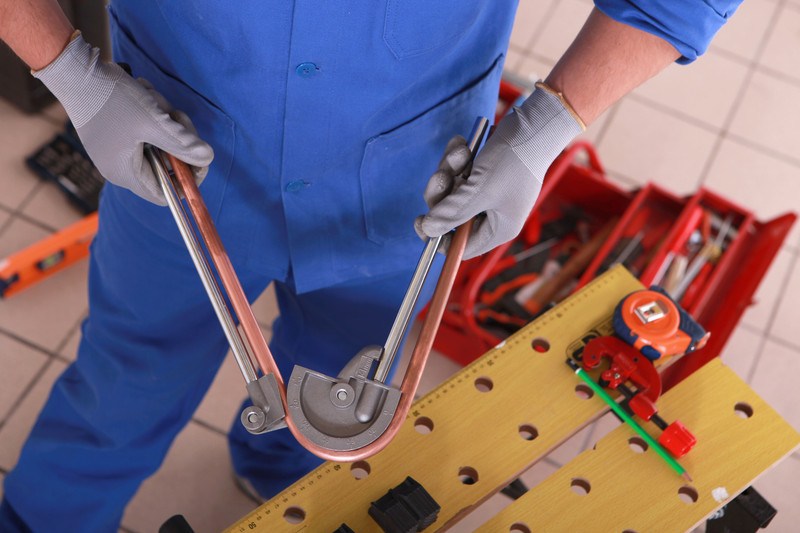
Kol ProfiliBibs
Bu cihazı kullanırken, profilin bükülmesi sadece bir kişinin mekanik gücü ile gerçekleşir. Bu, büyüklükte bir kuvvetin uygulanması üzerinde kaldıraç varlığı nedeniyle mümkün hale gelir. Kesiti en fazla iki santimetre olan plastik metal ve paslanmaz çelikten yapılmış parçalar 180 dereceye kadar bükülebilmektedir.
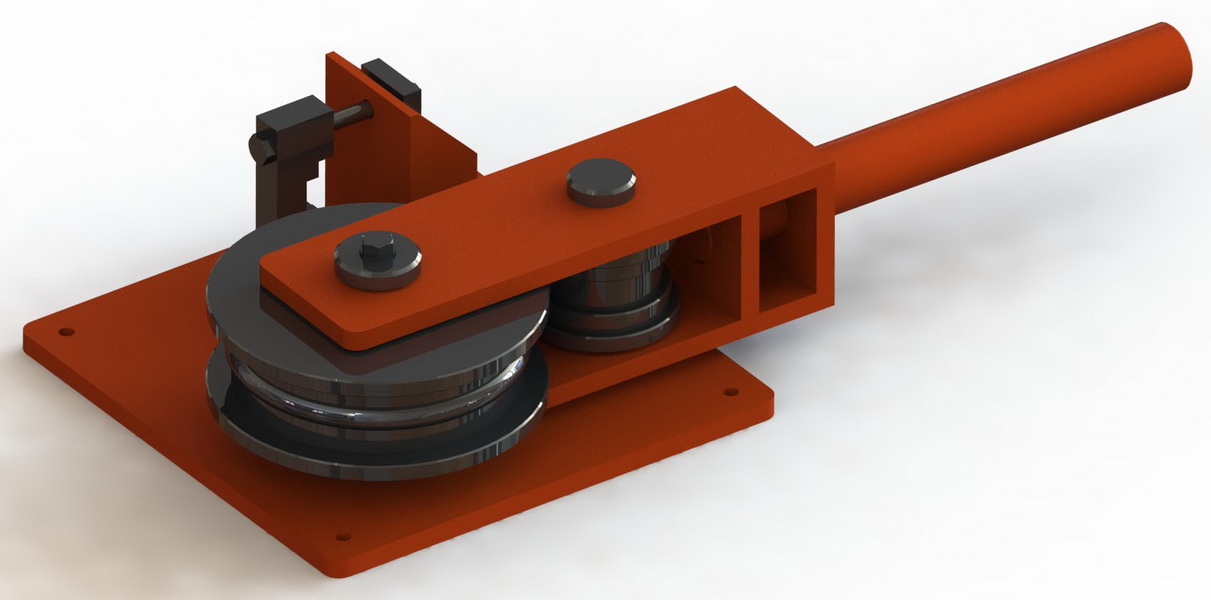
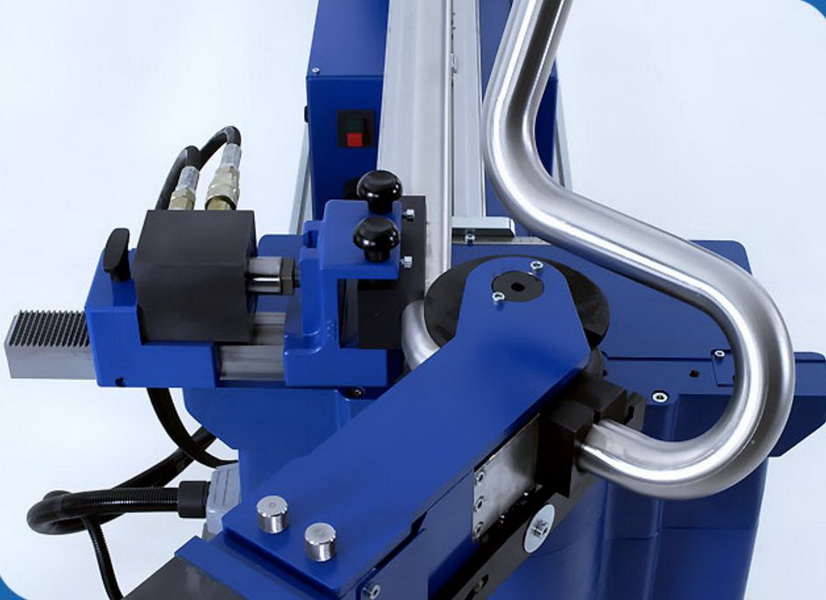
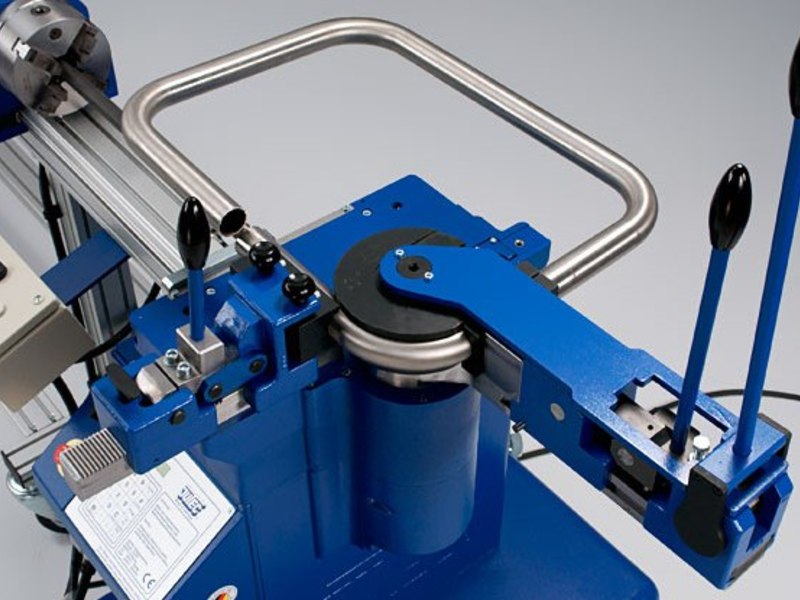
Boru bükme makineleri
Böyle bir araç aşağıdaki bölümlerden oluşmaktadır:
- bükme elemanı;
- bir bükme ayakkabısına bağlı hareketli bir çubuk;
- Eğilmiş parçanın yerleştirildiği kendi eksenleri etrafında dönen iki destekleyici parça.

Cihaz mekanik (vidalı) konfigürasyon, manuel kumandalı hidrolik veya elektrikli tahrikli olabilir. Bu tür kolay taşınabilir cihazlar, 100 mm'ye kadar bir kesite sahip plastik malzemeden yapılmış metal ürünlere 90 derecelik bir açıyı kolayca bükebilir.
hidrolik
Üretim ve ev içi kullanımda, manuel veya mekanik maruz kalma özelliklerine sahip hidrolik cihazlar daha yaygındır.
Avantajlarını sıralıyoruz:
- Mekanik profil dişi ile karşılaştırılabilecek büyük hacimler.
- Çalışma alanı koşullarına ve çalışma koşullarına göre dikey veya yatay boru bükücüyü seçme fırsatı.
- Zımbaların değiştirilme kolaylığı (açının belirtilmesi için yedek parçalar).
- Birden fazla kurulumu aynı anda büken, harcanan zamanı önemli ölçüde azaltan cihazların varlığı.
- Yeni başlayanlar için bile işteki zorlukların ortadan kaldırılması.
- Kaymaya karşı koruma sağlayan bir boru varlığı ve yaralanmalara karşı uyarı veren cihazlar.
- Evde kendi kendini onarma kolaylığı.

Elektrikli boru bükücüler
Bükülme parçalarına yerleştirilen metal ürünleri bükerler, bu da yarıçapa bağlı olarak değişebilir. Bu tür cihazlarda, ürünü değiştirdikleri bir döner mandrel vardır. Elektrik gücünün yokluğunda, cihaz dahili bir bataryadan çalışır.
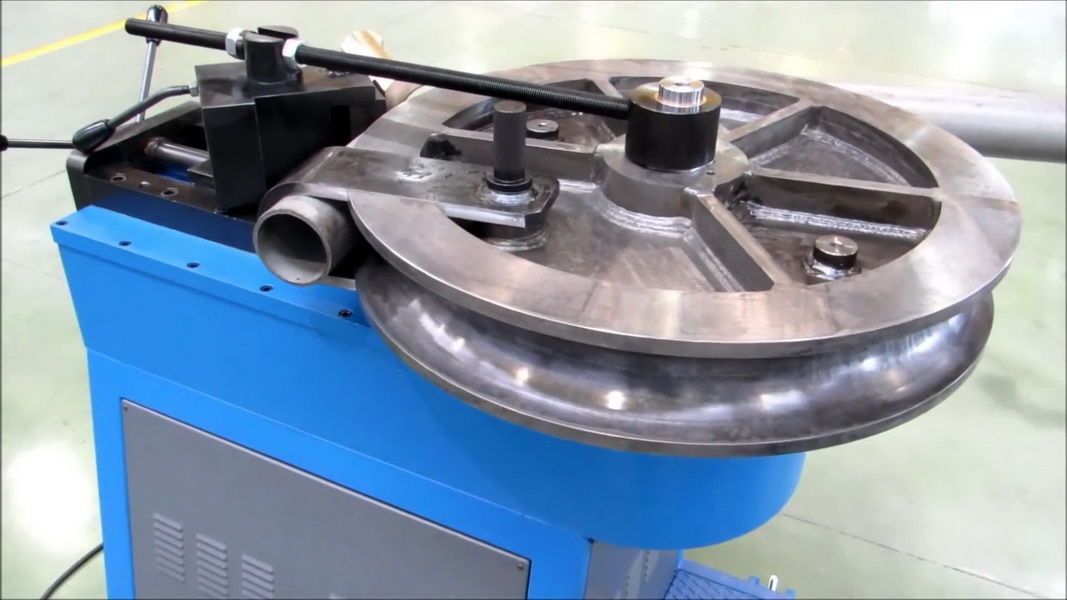
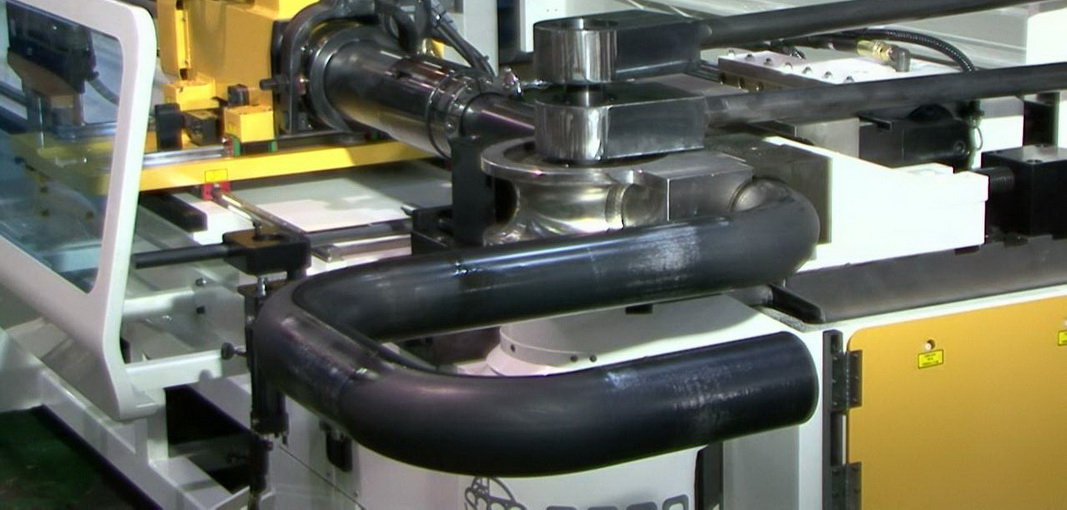
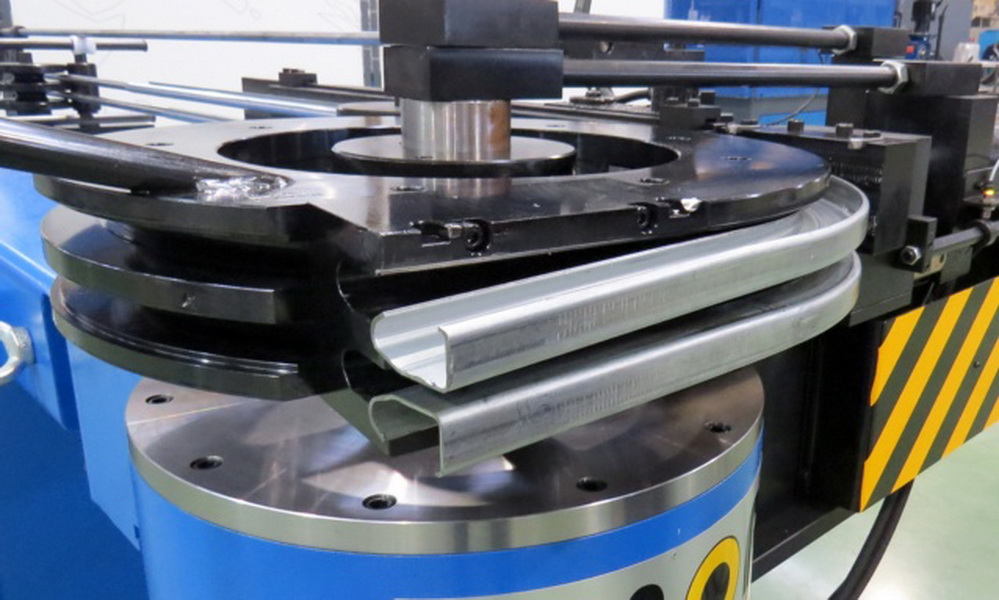
Makine bükme
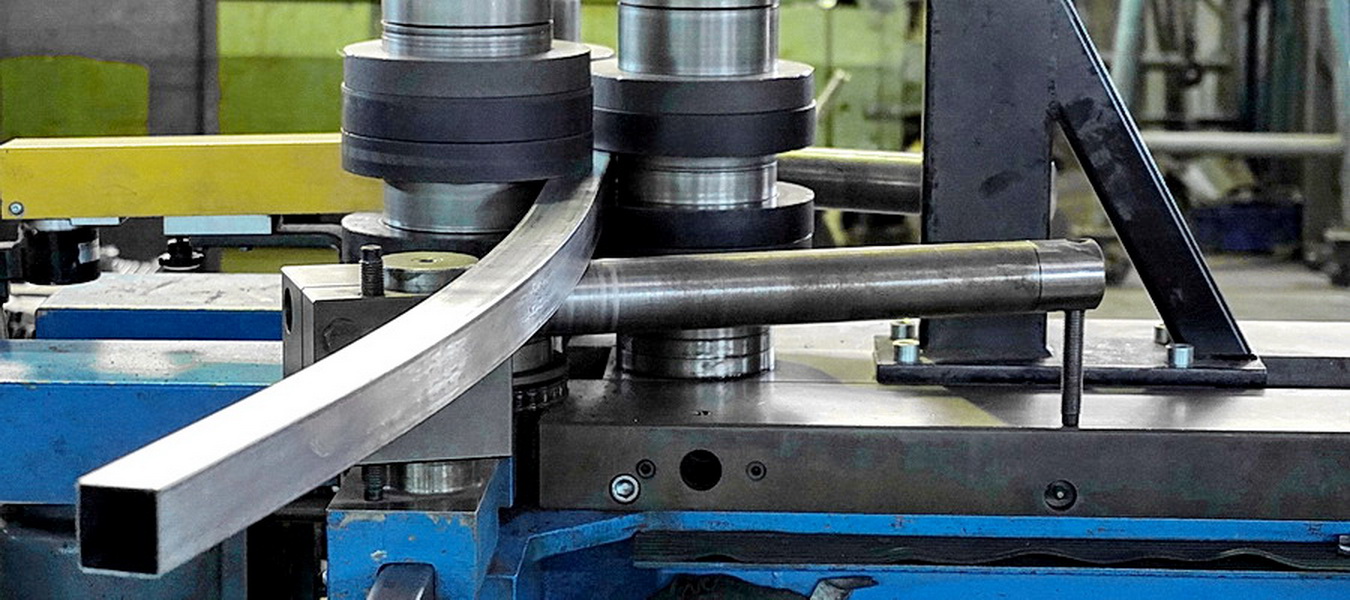
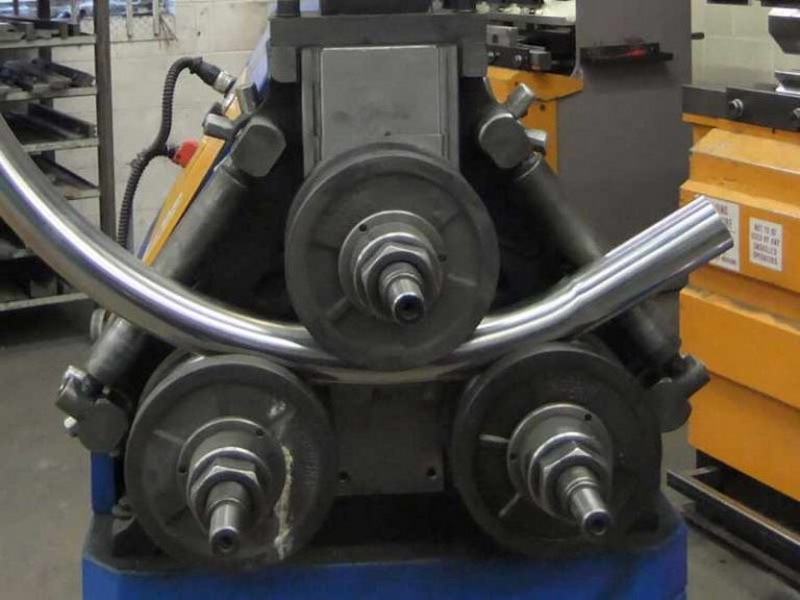
Yuvarlama olarak adlandırılan soğuk yöntemde, üç makaralı rulmana (silindir) sahip standart bir silindirli değirmen kullanın. Çıkıştaki virajın şekli ve yarıçapı, istenen şeklin ve boyutun seçimine ve kurulumuna bağlıdır. Bu makine, herhangi bir malzemeden ve herhangi bir konfigürasyondan parçalara bir bükülme yapabilir - sadece kare ile değil, üçgen kesitli ve daha karmaşık bir yapıya sahiptir. Bu tür ekipmanların yardımıyla, çok uzun olan iş parçasını deforme etmek mümkündür, ayrıca bir ürün 360 derece (bir halkada) bükülür. Yuvarlanma yöntemi en yaygın deformasyon türü olarak tanımlanır, bu nedenle ekipman, üniversiteye aittir.
Ek olarak, makine, kurulum sırasında doğruluğu artıran belirli bir açı ayarlayabilmenizi sağlar. Açı, manuel olarak veya sonraki işlem kontrolü ile sayısal olarak ayarlanmış CNC makinelerde (bilgi-sayısal kontrol ile) kontrol edilebilir. Bu makinelerde, her evde ısıtmalı havlu rayları üretimi gerçekleştirilmektedir. Isıtmalı zeminler için boruların imalatında ayrıca makine ekipmanına başvurulmalıdır.İç mekânı süslemek için kullanılan spiral merdivenler, sundurmalar, çitler ve dekoratif elemanlar için geniş ölçekli bir parça üretimine sahiptir.
Bu tür cihazların pozitif yanları, aşağıdaki olasılıklardır.
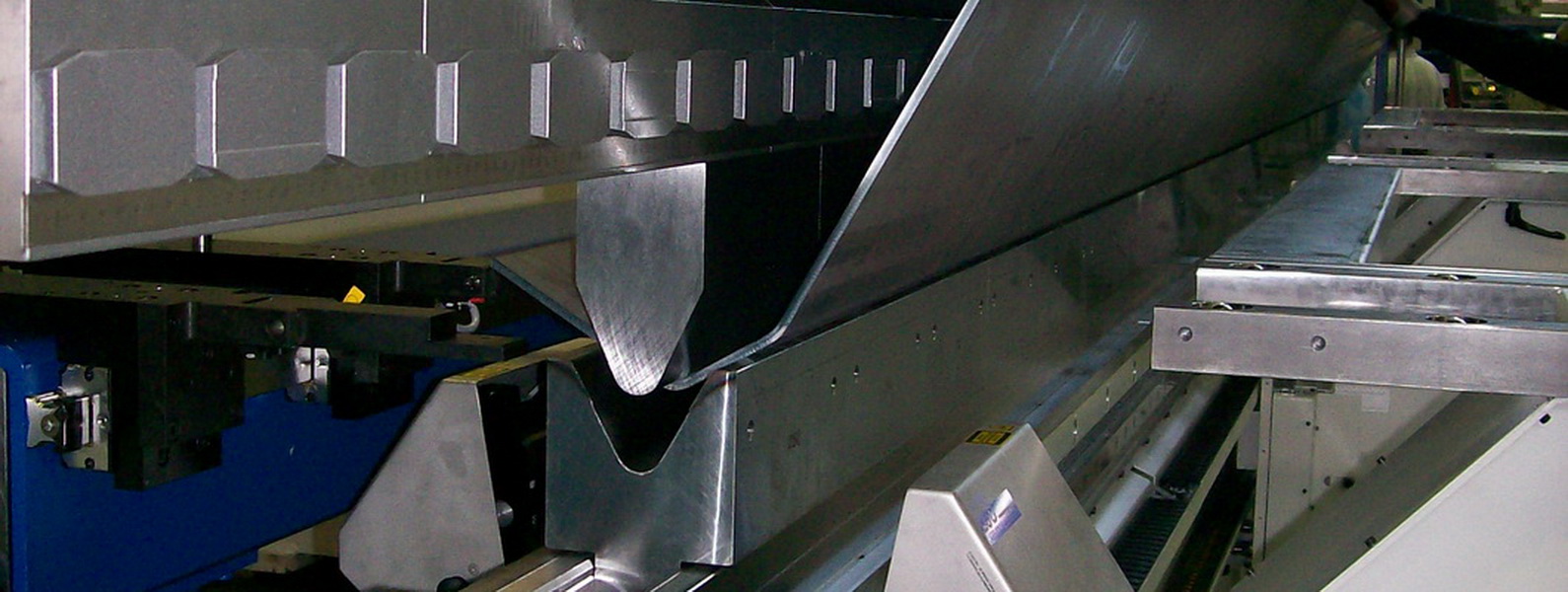
- El ile cihazların aksine, ince detaylarla çalışırken, genellikle düz bir eğri çizgisi yerine keskin bir bükülme göstererek, yanlışlıkları önleme yeteneği.
- Doğruluk. Ciddi bir yapıdaki zorunlu kriter bu maddedir. Yine, bu tür işler için tasarlanmış başka hiçbir mekanizma ve yöntem, profesyonel makinelerle karşılaştırılmamaktadır. Satışı imalatında da bu avantaj olmadan yapmak imkansızdır.
- Bitmiş ürünü almak için yüksek hıza ulaşın. Sonuçta, profil bükmenin ortalama hızı 0.2-0.3 m / s'dir.
- Otonomi. Ekipmanımızın yüzyılımızda insan müdahalesi olmadan çalışabilme kabiliyeti artık bir yenilik değil, sadece yararlı bir şeydir, ancak bir yerlerde diğer özelliklere önemli bir katkıdır.
- Büyük hacimler yapma potansiyeli.

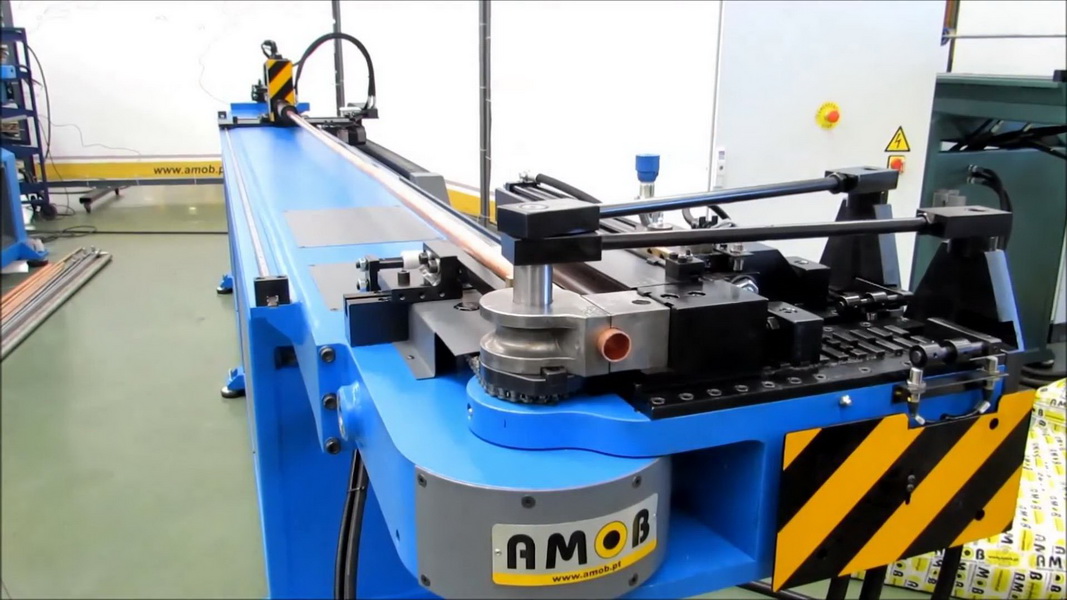
Kişisel kullanım için uygun olmayan 380 V şebekeden beslenen sabit profil bükme üniteleri vardır. Hatalı satın almamak için, ürünün özelliklerini dikkatli bir şekilde incelemeniz gerekir. Rollforming kurulumu çok etkili bir şey ama aynı zamanda pahalı. Ayrıca, bu tür ekipmanların kullanımı sadece fabrikada mümkündür.
Çoğu zaman, daha kaliteli bir parça elde etmek için, hemen hemen her cihazla çalışırken mümkün olan mandrel bükme kullanılır. Onun için sırayla. Dorn, bükülme yerine bükülebilir bölümün içine yerleştirilmiş sert veya esnek bir parçadır. Ürün şeklini değiştirdikten sonra pürüzsüz, kıvrımları ve diğer kusurları yoktur. Metodolojinin bu tür avantajları, ürünlerin çıktısında reddedilme oranında önemli bir azalma izlemektedir.
araç
Radyal profil bükmenin iki yöntemi vardır: soğuk ve sıcak (ön ısıtma ile). Sıcaklık tipine göre yöntemlerin ayrılmasına ek olarak, mekanizasyon ve kullanılan ekipman ile ilgili daha birçok tip vardır, örneğin bükme:
- koşarak;
- yara;
- çizimi;
- üç silindirli yuvarlanma yöntemi;
- iki destek kullanarak;
- germe yöntemi;
- iç hidrostatik basınç kullanma;
- kavisli bir eksenle kalıp plakası içinden broş;
- fotokopi makineleri aracılığıyla.
Seçim, sıcak veya soğuk seçeneğin çalışıp çalışmayacağına bağlıdır.
Soğuk bir performansla, bu çeşitli seçenekler ile gerçekleştirilebilir.
- koşma (çapa 70 mm'ye kadar, virajdaki bölümün yuvarlaklığı için düşük gereksinimlerle);
- sarım (20 mm'ye kadar çap);
- sürükleme (ince duvarlı);
- iki destek ile (300 mm'ye kadar çap).
Soğuk olan küçük çap için uygundur ve soğuk yöntem, ürünü örneğin 45 derecelik bir açıda bükemez. Isıtma, metalin deformasyon özelliklerini iyileştirir ve süneklikteki artışa bağlı olarak çalışmak daha kolay hale gelir. Ön ısıtma, çatlak, kalıntı hasarı, oluklar ve diğer sonuçlarda evlilikle ilgili sorunlara neden olmaz. Büyük sanayilerde ısıtma, yüksek frekanslı akımlarla (HDTV) üretilir. Küçük bir bölümün mevcudiyetinde, el tipi taşınabilir aletlerin kullanımı mümkündür, böyle bir alternatifin mümkün olmadığı büyük bir bölüm için burada mekanik ekipman kullanılır.
Bu nüanslara ek olarak, elastik sonuçların fenomenini hatırlamaya değer.İş parçasını, deformasyondan sonra eski şekline kısmen geri döndürme yeteneği anlamına gelir. Değer, malzemenin tipine ve profilin boyutlarına, sıcaklık yöntemine ve işin türüne - elle veya özel ekipmana bağlıdır.
Yukarıdaki tekniklere ek olarak, evde, işlem kendiniz yaratmak kolay olan ekipman kullanımı ile gerçekleştirilebilir. İlk özelliklere ve istenen devreye bağlı olarak, pahalı ekipmanlardan tasarruf etmek için yeterli seçenek vardır. Aşağıda bazı örnekler vardır.
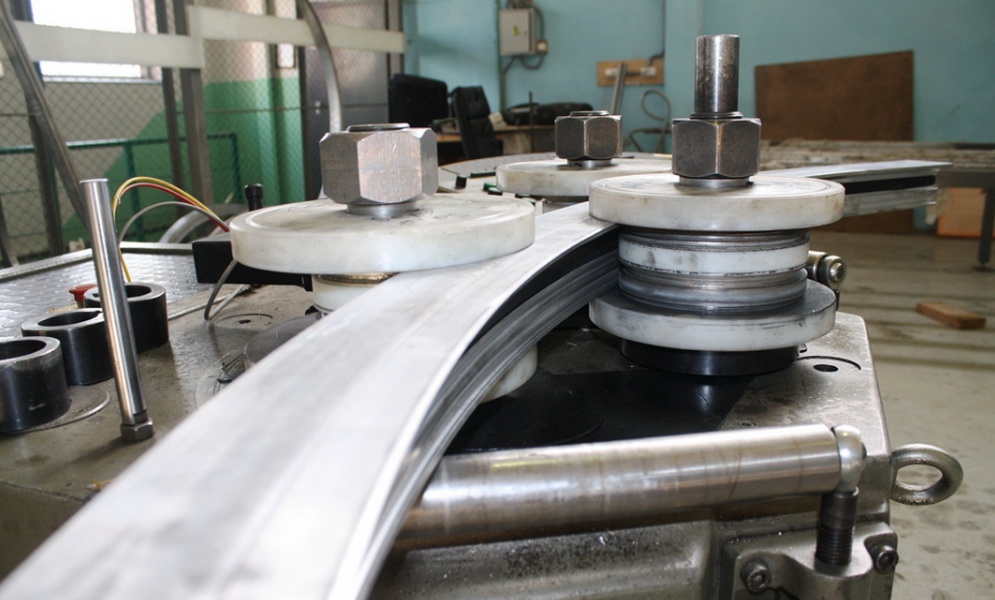
Ev yapımı silindir tabanlı mekanizma
Bu, orijinal makara profiline en yakın versiyondur. Oluşturmak için 2-4 video satın almanız gerekecek. Genişliklerinin, ürünün kendisinin genişliğini biraz aşması gerektiği unutulmamalıdır. Sonuç elde etmek için yatay olarak sabitlemeniz gerekir, böylece makaralar serbestçe dönme şansına sahip olurlar, engellerden uzak bir şekilde borudan geçen boruya müdahale etmemek için birbirlerinden uzak olmalıdırlar.

Bu kendin yap görevlisi, ürünü çevresi etrafında bükmenize izin verecektir.Belli bir açıya ulaşma ihtiyacı varsa, sistem üç döner silindirden oluşmalıdır. Bunlardan biri ayarlanabilir bırakmak için tercih edilirken. Takviye elemanı silindirler arasına yerleştirilir ve kişi, işlemi kontrol ederek kaydırmaya başlar.
"Değirmeni" ve kaynak makinesini kullanma
Böyle bir mekanizmanın inşası mali, zaman, beceri veya diğer nedenlerle mümkün değilse, daha anlaşılabilir varyasyonlar vardır. Ancak kaynak yönteminin uygulanması önemli ölçüde zaman alır ve zahmet gerektirir.
İşlerin sırası aşağıdaki gibidir.
- Her şeyden önce, izin verilenin hesaplanması ve kendiniz için gerekli bükme yarıçapını belirlemeniz önerilir.
- Daha fazla bağlantı için daha fazla kesilecek olan ürün enine işaretleri boyunca uygulayın. Bükülmüş kısımdaki geçişin daha yumuşak olması gerekir, daha sık işaretler yapmak gerekir.
- Çizilen işaretler üzerinde üç seçilmiş tarafın (kenarların) kesilmesini sağlayın. Dördüncü tarafa dokunulmamalıdır.
- Kesmeden sonra ürünü istenilen eğime kadar bükün. Doğruluk geliştirmek için, bir parça yapabilirsiniz.Örneğin, istenen dirsek ile ahşap bir parça hazırlayın. Silindirin kesilmemiş tarafını şablonun kavisli kenarına takın, bağlayın ve ardından şablonu bükme ile eşleşecek şekilde bükün.
- Testereleri dikkatli ve güvenilir şekilde kaynaklayınız.
- Alanları dikkatli bir şekilde kaynaklayınız, böylece parçanın yüzeyi pürüzlü dikişler olmadan düzleşir.


Kesimin geniş bir alanı ile, bu yöntem, başkalarının yokluğunda, daha önce hiç olmadığı kadar uygun olacaktır. Ancak bu yöntem bireysel çalışmalar için geçerlidir, bu yüzden çok sayıda unsuru deforme etmesi gerekenlere uygulanmamalıdır. Bu durumda, bir rulo bükücü oluşturmayı düşünmek daha mantıklı olabilir.

Bükme yayı
Tüm ustalar bu yöntemi biliyorlar. Özü aşağıdakilerden oluşur: Çelik telden yapılmış özel bir kare kesit yayı, borunun içine, bir viraj elde etmek için gerekli olan yere yerleştirilir. Yay bir mandrel görevi görecek, enine kesiti iç kesitten 1-2 milimetre daha küçük olmalıdır. Bir kaynak makinesinin kullanılmasıyla, diğer kıvrımın yeri ısıtılır, boşluğa uygun bir bükülme yarıçapı ile uygulanır ve kuvvet kullanılarak istenen eğrilik elde edilene kadar keskin bir şekilde bastırılmaz.Bu yöntem oldukça basittir, ancak çalışma sırasında kullanıldığında, güvenlik önlemlerini dikkatli bir şekilde gözlemlemeniz önerilir: özel eldivenlerde çalışmak ve maşa kullanmak.
İpuçları
Sıcak yöntemin incelikleri hakkında
Boruyu sıcak bir şekilde bükmek için kumdan yapılmış bir dolgu kullanmalısınız. İdeal seçenek orta taneli kum - bina veya nehirdir. Sadece bunu kullanmak mümkün değilse, son çare olarak, çocukların kum havuzundan gelen, ancak daha önce gereksiz içeriklerden arındırılmış olan malzeme de uygun olacaktır. İstenmeyen yabancı maddelerden arındırılmak için, yaklaşık 2 milimetrelik deliklere sahip bir elek boyunca elenmesi gerekmektedir. Elek üzerindeki ilk taramadan sonra büyük parçalar - dallar ve çakıllar kalacaktır. Dolgudaki onların varlığı son derece arzu edilmez, çünkü ısıtıldığında, kabartıyı etkileyebilir ve şişkinlik oluşturabilirler. Daha sonra, çok ince kumlardan kurtulmak için ince bir elek aracılığıyla, gelecekteki dolguyu ikinci kez elemen gerekir. Eleme işleminden sonra kum kalsine edilir.

Bükmenin gerçekleşeceği yerde boru tavlanır. Uykuya dalmadan önce doldurucu fişlere dikkat etmeli,yeterince uyku almasına izin vermeyecek. Onları tahtadan çıkarmaları tavsiye edilir, böylece duvarlara rahatça otururlar. Fişlerden birinde, sıcak havanın çıkması gereken olukların yapılması gerekir. Bu açıklıklar her bir tarafta bulunur, yani dört kare kesit olmalıdır. Fişi deliksiz huniden geçirdikten sonra dolguyu doldurmaya başlayabilirsiniz. Aynı zamanda periyodik olarak kumun mühürlenmesi için parça çalmalıdır. İkinci fişi sabitledikten sonra, virajı işaretleyebilir, parçayı sabitleyebilir ve tek biçimli ısıtma üretebilirsiniz. Parça kaynatılmışsa, dikiş uzaklaşmasını önlemek için virajın dışında yer almalıdır. Bükme kısmına hazır olanın rengi kırmızı-kiraz rengi olmalı ve borudan - ölçeği uçurmak için olmalıdır.

Metal ürünleri ilk ısıtmadan bükmeniz tavsiye edilir, aksi takdirde elemanın mukavemet ve kırılmasına neden olabilir. Soğutulduktan sonra, ahşap tapaların çıkarılması zorsa, ateşe verilebilir ve yakıldıktan sonra kum dökülür.
Soğuk yöntemin incelikleri hakkında
Soğuk yöntemin incelikleri:
- Soğuk mevsimde özel aletler ve ısıtma kullanılmadan, bükme işlemi büyük ölçüde kolaylaştırılabilir. Bunun için, kum yöntemine alternatif olarak, su bir dolgu maddesi olarak kullanılır. Fişlerin doldurulup takılmasından sonra, ürün sıvının tamamen donması için gereken süre boyunca dona maruz kalır. Donmuş suyun fiziksel özellikleri ışığında, bükme daha kolay olacaktır.
- Fırçaların yaralanmalarını önlemek ve uygulanan kuvvetleri azaltmak için, biraz daha bükülmüş bir profil borusu kullanılması önerilir. Bunun için, daha küçük olanın kenarlarında daha büyük bir profil giyilir, böylece omuz dayanımı artar.
- Üstatların, ürünün gereksiz bir bölümünde deneme bükmesi yapmaları tavsiye edilir; bu, fiziksel özellikleri hakkında bir fikir verir ve sonraki girişimlerde hataları önler.
Yukarıdakileri özetleyerek, bu veya bu yöntemin ne kadar etkili olacağı hakkında sonuçlar çıkarabiliriz. Daha iyi bir sonuç elde etmek ve zamandan kazanmak için bu amaç için özel olarak tasarlanmış ekipmanlara sahip profesyonellere geçmek daha uygundur.Eğer iş, ürünlerin birden fazla bükülmesini içeriyorsa, o zaman neden özel ekipman satın almayı düşünmüyorsanız ve belki de diğer insanlara bükme hizmetleri sağlama hakkında neden düşünmeyin. Bu durumda, cihazı hızlı bir şekilde ödeyebilirsiniz.
Alternatif olarak, belirli bir süre için bir boru bükme cihazını kiralama seçeneği vardır. Şehrinizde böyle bir seçenek varsa, zamandan tasarruf edeceksiniz ve pahalı şirketlerin hizmetleri için fazla ücret ödemek zorunda kalmayacaksınız.
Bir boru için boru bükücüsü olmadan boru bükme hakkında bilgi için, aşağıdaki videoya bakın.



















