Plastik boru kaynak işleminin inceliklerini

Plastik borular, sıhhi tesisat ve ısıtma sistemlerini değiştirmek için mükemmel bir seçenektir. Kurulumları, işten çok heyecan verici bir oyuna benziyor ve plastik boruların kaynak işlemi geleneksel kaynak işlemlerinden farklı şekillerde farklılık gösteriyor.

Özel özellikler
Plastik boruların kaynağı, belirli bir sıcaklığa kaynaklı parçaların kenarlarının ısıtılmasıdır. Bu işlem, özel bir ısıtıcı kullanılarak ve belirli bir derinlikte bir parçanın diğerine bağlanmasıyla gerçekleştirilir.
Ayrıca, plastik boruların bazı avantajları vardır:
- uzun servis ömrü;
- düşük kütle;
- kurulum işi kolaydır;
- Düşük fiyat;
- paslanmayın.
Ayrıca, plastik boru kaynak ekipmanı, metal yapılar için bir kaynak makinesinden daha ucuzdur. Ek olarak, deneyimsiz bir kişi bile, bir asistan varsa böyle bir süreçle baş edebilir.


Özel olarak bunun için astar üzerine konan tasarım detayları. Bir süre için doğru sıcaklığa kadar ısınırlar, bundan sonra parçalar pedlerden çıkarılır ve çok sıkı bir şekilde sıkıştırılırken sıkıca sıkıştırılır. Yapının kenarları birbirine lehimlenir ve tek bir bütünü oluşturur.
Plastik boruların kaynak işleminin dezavantajları vardır. Ana borudaki akışların oluşması olasılığıdır. Sıcaklığın çok yüksek olması durumunda ortaya çıkarlar ve bu kaynak tam olarak önlenmezse, tüm işleri çok dikkatli bir şekilde gerçekleştirmeniz gerekir.
Çok düşük sıcaklık da çalışmaz - bu durumda parçalar birbiriyle tam olarak bağlanamaz. Lehimleme için en uygun sıcaklığı bulmak çok zor olduğu ortaya çıkıyor.

enstrümanlar
Kaynak yapmak için birkaç araca ihtiyacınız vardır.
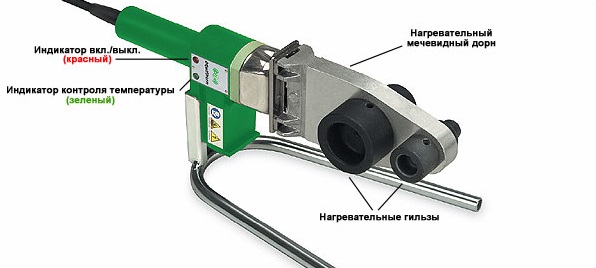
- Kaynak ekipmanları Bu, özel bir demir, plastik borular için bir kaynak makinesi veya sıradan bir havya olabilir. Bu işlemi bir meşale veya özel bir tabanca ile bile gerçekleştirebilirsiniz.
- Havyalar için nozullar.En popüler olanları 20 mm'lik modellerdir.
- Elektrikle çalışan özel batarya tipi makas. Böyle bir alet oldukça yüksek bir kesme hızına sahiptir. Bununla birlikte, bir boruyu kesmek için birkaç saniye harcanır. Eğer iş miktarı azsa, normal bir testere veya bıçak kullanabilirsiniz. Profesyoneller ayrıca özel makas kullanırlar.

- Schweyer, konturu soymak için bir araçtır. Ürünün bir alüminyum tabakası ile kaplı olması durumunda gerekli olacaktır.
- Kırmacıları. Kötü kontur kalitesinde kullanılır. Plastiğin kabadayı olmamasını sağlamak için kullanılır. Ancak, özel makas kullanıldıysa, o zaman gerekli olmayacaktır, çünkü onların yardımıyla her şey oldukça düzgün yapılır.
- Bu durumlarda soğuk kaynak yapılması gerekir, eğer bir yerde bir sızıntı varsa ve sahada hızla podvarit yapmanız gerekir.
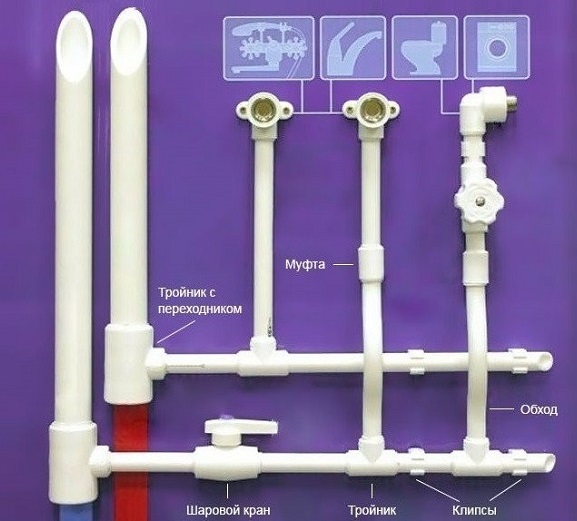
- Bağlantı parçaları veya kaplinler. Hangi bağlantı kullanıldığına bağlı olarak bunları seçin.
- Bir kalem veya marker ile rulet. Kesim noktalarını ve bağlantılarını işaretlemek için gereklidir.



Tüm araçlar özel mağazalarda satın alınabilir. Bununla birlikte, bir kaynak makinesi seçerken yüksek fiyatını dikkate almaya değer.Sadece bir kez kullanılacaksa, kiralamak daha iyidir.
Lehim nasıl yapılır?
Plastik boruları kendi elleriyle düzgün bir şekilde kaynaklamak için talimatlara ihtiyacınız vardır. İlk önce boru hattının kurulumunun nerede olduğunu belirlemelisiniz. Kaynak yapılacak düğümlerin erişilmesi zor yerlerde bulunmaması için bir plan yapılması tavsiye edilir. En kolay yol, tüm yapıyı doğrudan masaya monte etmektir, böylece daha sonra ayrılmış alana sabitleyebilirsiniz.
Bundan sonra bir kaynak makinesi hazırlamanız gerekir. Kelepçe adı verilen özel bir stand üzerine kurulmalıdır. Ardından temas yüzeylerinin kirlenmediğinden emin olmalısınız. Kir hala oradaysa, teknik alkole batırılmış bir bezle silmeniz gerekir.

Sıcaklık sensöründe sıcaklığı 260 C'ye ayarlamanız gerekir. Bundan sonra kaynak makinesi şebekeye bağlanır ve güç düğmesine basılır. Daha sonra 15-20 dakika ısıtılır. İlk kez kullanırken, başka bir 5 dakika bekleyin. Boru işaretli yerde özel makasla kesilmelidir. Ardından istenilen büyüklükte bir çapa sahip bir fiting seçilir.Plastik borunun ucunu ve bağlantı parçasını kaynak nozuluna aynı anda sokmak gerekir - aynı düzlemde olmalıdırlar.


Borunun çapını hesaba katarak sıcaklık eklenir ve bunun için gereken süre korunur. Elemanları ısıttıktan sonra, kaynak makinesinden çıkarılmalı ve hemen bağlanmalıdır. Daha sonra bunları önerilen zaman diliminde tutmanız gerekir. Bir saat sonra, boru hattı amaçlanan amaç için kullanılır.
Spike hazır olduğunda, düğümü geçirgenlik açısından kontrol etmeniz gerekir. Bunu yapmak için, üflenir veya içinden su girmesine izin verilir. Lehim mühürlü ise, yüksek basınca dayanabilir.
Düşük sıcaklıklarda polipropilen kaynak boruları tavsiye edilmez.



Sıcaklık sıfırın altında ise, plastik oldukça kırılgan olacak ve sızıntı dışarı sızacak, bu da boru hattının hem sızmasına hem de kopmasına neden olabilir. Bunun olmasını önlemek için, kaynak alanında bir çadırda portatif bir ocak veya bir ısı tabancası monte edilir.
Geniş çaplı plastik borular. Büyük çaplı lehim ürünleri için, boyutu 63 mm'den büyükse, eklemi derzine lehimlemeniz gerekir.Bu durumda, spike uç boruları eriterek ve bunları büyük bir çaba ile birleştirerek gerçekleştirilir. Boşlukların tüm uçlarının mükemmel şekilde düz olduğundan emin olmanız gerekir. Böylece, spike en dayanıklı ve yüksek basınca dayanıklı olacak.

Alev veya kol çivisi. Çapı 40 cm'ye kadar olan plastik borular, özel bir manuel cihaz kullanılarak lehimlenir. Bir merkezleme cihazının yanı sıra boşlukları sabitlemek için nozullardan oluşur. Kesilen boru parçasının ucu, bir dosya veya zımpara kağıdı ile temizlenir. Kaynak makinesi ısıtılır ve gelecekteki boru hattının tüm detaylarına aktarılır ve daha sonra lehimlenir. Malzemenin gerekli sıcaklığı olana kadar her şey hızlı bir şekilde yapılmalıdır.
Ayrıca, ısıtılmamış fitingin iç çapını lehimleyen parlama borusunun dış çapından daha az olması gerektiğine de dikkat etmelisiniz. Kaynak sonrası, soğutma için ayrılan bir süre tutulur ve deformasyonu önlemek için elementleri hareket ettirmek ve döndürmek imkansızdır.

Kaynaklanmış borular. Bu tür borular ısıtma sistemleri için kullanılır.Çalışmaya başlamadan önce, bir kapıcı yardımıyla alüminyum tabakasının temizlenmesi gerekir. Bu işlem sırasında, suyla temas halinde alüminyum folyonun çökmemesi ve sızmaması için yapılır.
Endüstriyel kurutucu kullanarak polipropilen boruların kaynağı. Bu yöntem sadece bazı durumlarda kullanılır. Örneğin, iki parça boruyu birbirine bağlamak için, şekillendirilmiş parçalar yapmak için, ayrı bir eleman dizinin montajını yapmak. Plastik birleştirildiğinde, endüstriyel kurutucu, bir reflektörle, yani özel bir kaplamalı bir ağızlık ile tedarik edilir. Bu, erimiş metalin ona yapışmaması için yapılır.


Kurutucu masaya monte edildiğinde, minimum hava akışına ayarlanması gerekir. Ağızlık istenen sıcaklığa ısıtılır ve daha sonra her iki plastik boşluğun uçlarına bastırılır. Polipropilen yumuşadığında, borular bağlanmalıdır. Parçalar yaklaşık 30 saniye bu konumda tutulur. Bundan sonra birbirlerine yapışırlar ve sertleşirler. Bu tür kaynak çok güçlü ve dayanıklıdır.
Rahatsız edici yerlerde plastik borular kaynak. Tabii ki, doğrudan boru hattında lehim yapmak daha kolaydır.Ulaşılması zor yerlere gelince, montaj çalışmaları sırasında hoş olmayan anları önlemek için boru hattını doğrudan masa yüzeyine monte etmek gerekir. Boruların çok uygunsuz yerlerde, örneğin tavanın altında veya bataryanın yakınında lehimlenmesi gerektiğinde, kişi başka bir kişinin yardımı olmadan yapamaz.


Plastik boruların tüm parçaları monte edildiğinde, montajı ağırlığa bağlamaya başlayabilirsiniz. Burada da, parçalar bağlıyken kaynak makinesini tutacak bir yardımcıya ihtiyaç vardır. Asistanın ayrıca kaynakta en azından bir tecrübesi varsa, bu dönüşümlü olarak yapılabilir, bu da işi biraz kolaylaştırır.
Her şeyin hızlı ve doğru bir şekilde yapılması gerekir ve en ufak bir eğrilikte hasarlı elemanı hemen değiştirmeniz gerekir. Sıcaklık koşullarının gözlenmesi en önemli nokta olarak kabul edilir, çünkü plastik boruların aşırı ısınması şekil kaybıyla sonuçlanabilir, bu da montaj çalışmaları sırasında bir sorun olabilir.

İpuçları
Başlangıç kaynağı sıhhi tesisat işlerini kendi elleriyle yapar, uzmanların tavsiyelerini ve tavsiyelerini dinlemeniz gerekir. Kaynak sırasında otomatik hareketlerin kasıtlı bir sürece dönüşmesine yardımcı olurlar.

Kaynak işleri ilk defa yapılırsa, plastik boruların döşenmesinden biraz önce pratik yapılması gerekir. Boru kesildikten sonra, eğitim için uygun olan gereksiz parçalar kalacaktır. Her şeyi tam süreçte yapmak gereklidir.
Elin tıkanana kadar eğitilmesi gerekir. Bağlantı parçaları kullanılıyorsa, onlarla birkaç öğeyi lehimleyebilirsiniz. Eğitim için bir veya iki bağlantı parçası eklememelisiniz, çünkü daha fazla pahalı olan bir boruyu tahrip edebilirsiniz.

Çalışmaya başlamadan önce bile zarar görebilecekleri için küçük bir marj ile malzeme almak gerekir. Tecrübeli profesyoneller bile, yeni gelen hakkında ne söyleyeceklerini, herhangi bir mücbir sebep karşısında sigortalı değiller. Bu nedenle, işin tamamlanmasından sonra bazı öğelere sahip olmak daha iyidir.
Küçük çaplı yapıları birleştirirken, ortadaki malzemenin aşırı ısınması nedeniyle nodül olmadığından emin olunmalıdır. Bu durumda, geçiş engellenebilir ve sistemde su kırılabilir. Bu nedenle, başlamadan önce su borularını hava ile üflemek gereklidir.

Buna ek olarak, kurallara uyulmamasının sistemde benzer sızıntılara veya tıkanıklıklara yol açabileceği birçok durum vardır. Örneğin, borunun armatüre yanlış takılması, yani durmaya değil.Bu durumda, boruların duvarları arasında bir boşluk oluşur ve olağan yükler çok büyük olacaktır, bu da sızıntıya yol açabilir.
Boruyu veya bağlantıyı iterek kaliteyi de test edebilirsiniz. Tasarım böyle bir teste dayanmalıdır. Eğer hayatta kalmazsa, operasyon sürecinde kısa ömürlü olur. Bu nedenle, polipropilen boruları sadece iyi bir üne sahip olan tedarikçilerden satın almanız gerekir - bu durumda, yapının sonuçta büküleceği veya baskı altında kalacağı konusunda endişelenmenize gerek yoktur.


Tüm sistemi topladıktan sonra, en az bir saat geçmeden işlemine başlamak gerekir. Bu süre dikişleri sertleştirmek için yeterli olacaktır. Kaynak işlemi devam ederken çıkıntıları çıkarmamalısınız - bu, boruların daha büyük deformasyonuna yol açarken, bu işlem zaten geri döndürülemez olacaktır. Isındıktan sonra, polipropilen oldukça hızlı soğur, bu nedenle kaynaktaki yavaşlık kabul edilemez.
Suyun boruya düşmemesi gerekir, çünkü ısıtıldığında buhar dönüşecek ve bağlantı gücü kaybedecektir. Sıcak plastik boruların çok yüksek sıcaklıkları vardır, bu yüzden önlem aldığınızdan emin olun.Vücudunuzu korumak için, bir bornoz ve kalın bir eldiven giyiniz - bu, cildi yanıklardan koruyacaktır. Tüm eylemler düzgün ve doğrulanmış olmalıdır.


Başlangıç kaynağı, tüm birleştirme elemanları temizlenmeli ve yağdan arındırılmalıdır, aksi takdirde yüksek kaliteli kaynak çalışmayacaktır. Bu işe başlamadan hemen önce yapılmalıdır.
Polipropilen boruların üreticileri, farklı markalara sahip olan ürünlerin lehimlenmesinin imkansız olduğunu, çünkü boruların ve bağlantı parçalarının birbirinden farklı olduğunu, dolayısıyla farklı teknik özelliklere sahip malzemelerin birleştirilmesinin sadece kurulum işinin zorluklarına yol açmayacağını, aynı zamanda inşaatın başarısız olmasına da neden olabileceğini söylüyor.

Kullanılmış ve boruları ve kaplinleri dağıtmanın yanı sıra dönüş sinyalleri. Bu nedenle, boruların dışarıdan ve diğer tüm elemanlardan - içeriden ısıtıldığını bilmeye değer. Bu kuralı unutma, aksi takdirde bileşikler kısa ömürlü olur.
Plastik boru kaynak işleminin tüm inceliklerini inceledikten sonra, yeni bir su sistemi veya ısıtma sistemi kurarken hangi sürecin hangi versiyonunu seçeceğinizi kendiniz belirleyebilirsiniz. Bu tür borular pişirmek için evde bir asistan varsa herkes için olacaktır.İş için karmaşık bir makine gerekli değildir, çünkü sadece eller ve bir kaynak makinesi yeterlidir.
Polipropilen boruları kendiniz lehimlemek için aşağıdaki videoya bakınız.



















